元器件焊端或引线的镀层结构
IC引线镀层结构
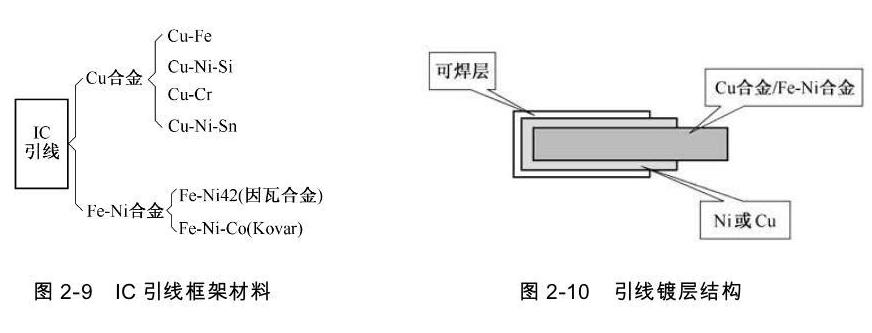
IC引线框架材料,一般为铜合金或铁镍合金,如图2-9所示。为防止Cu合金中Zn扩散、提高引线的韧性,一般在可焊镀层与基材间镀一层阻挡层——Ni或Cu。对含Zn合金的引线,这是一个标准工艺,如图2-1 0所示。
片式元件的电极镀层结构
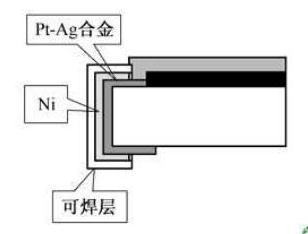
片式元件的电极镀层结构如下图所示,一般电极镀层为Pt-Ag或Pt-Pd-Ag。为防止焊接时贵金属电极融化.一般在电极镀层与可焊镀层间镀一层Ni(厚度≥1.25μm)或Cu,可焊Sn/Pb或SnAgCu合金,厚度≥7.5μm。
可焊镀层
传统的可焊镀层主要采用Sn-Pb合金,而无铅元器件的可焊镀层主要有Sn基的和无Sn的两类。
Sn基可焊镀层主要有:
纯Sn镀层,可焊性好,与其他无铅焊料兼容性也好,主要的问题是“锡须”(Tin Whisker)问题,一般不建议在引脚间距小于0.65mm的器件上使用。
Sn-Cu合金镀层,成本低,兼容性好,但Cu舍量变化会导致液相线温度急剧变化,稳定性欠佳。
Sn-Bi合金镀层,双面板在焊接第二面时容易发生焊点剥离现象,同时,本身的韧性差,易在引线框架成形中产生镀层开裂。
无Sn可焊镀层主要有:
Au镀层;
Pd镀层,可焊性较差,另外,在42合金也很难镀上Pd;
Pd-Ni合金镀层;
Ni-Pd合金镀层;
Ag-Pd合金镀层,可能产生空洞缺陷;
Ni-Au合金镀层;
Ag-Pt合金镀层;
Ag镀层,在焊料中容易扩散。
元器件工艺质量的来料控制之:元器件焊端或引线的镀层结构
- LAST:元器件的共面性和耐热性
- NEXT:PCB常用镀覆层工艺特点
热门产品推荐
 JBC550PCB全自动走刀式分板机人气:1522查看
JBC550PCB全自动走刀式分板机人气:1522查看 JBC980LED灯条板整拼割板机人气:1393查看
JBC980LED灯条板整拼割板机人气:1393查看 JBC360双条分割高速分板机人气:1320查看
JBC360双条分割高速分板机人气:1320查看 JBC200铡刀式割板机人气:1316查看
JBC200铡刀式割板机人气:1316查看 JBC900整拼分板机(高效率)人气:1265查看
JBC900整拼分板机(高效率)人气:1265查看 JBC505 PCB走刀式割板机(加输送带)人气:1258查看
JBC505 PCB走刀式割板机(加输送带)人气:1258查看